Automation
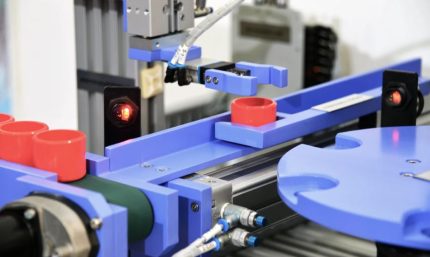
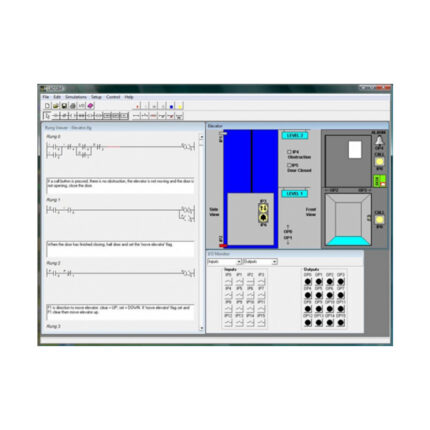
Automation Engineering educational equipments introduces students to the design and implementation of intelligent systems that integrate mechanical, electrical, and computer engineering—preparing them to improve efficiency, accuracy, and productivity in modern industries.