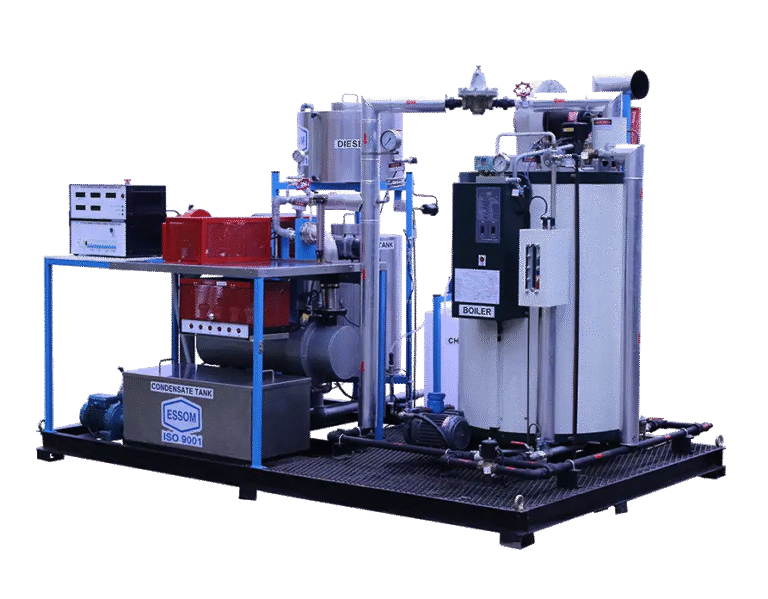
The unit is designed to simulate modern steam power plant. Main components consist of a feed water system, a small industrial boiler, a steam turbine, a generator and lamp load, a condenser with a condensate tank and a pump, and…
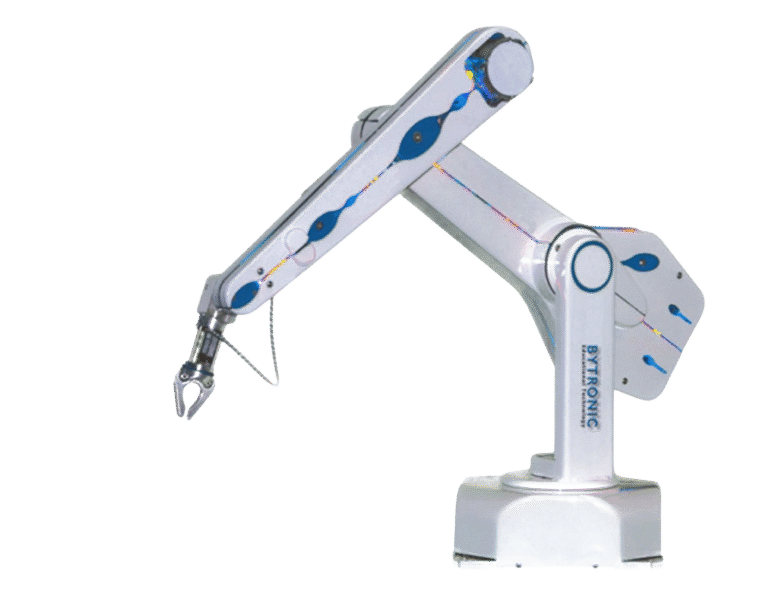
The 5ARA is a complete self-contained five axis vertically articulated robot arm system designed for bench top automation. The hand terminates in a mounting plate for grippers, and comes standard with electric gripper fitted. The 5ARA uses light weight, high…
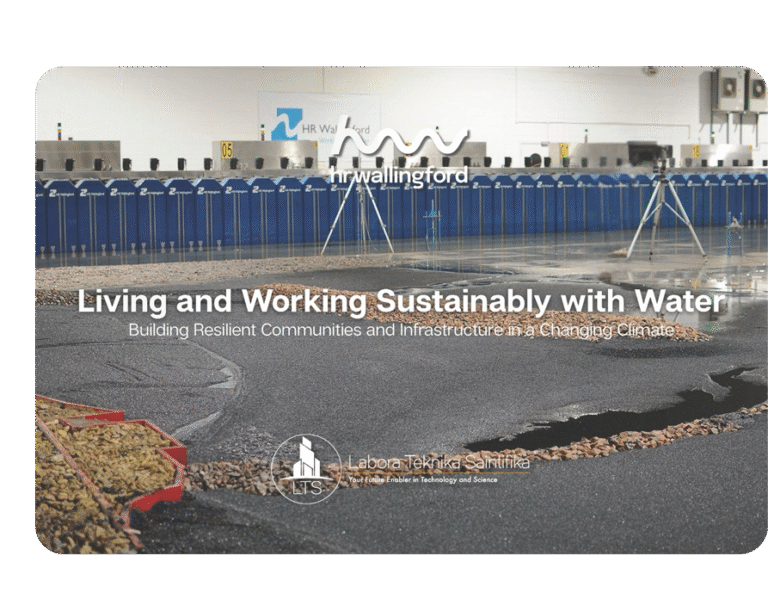
The multi-element wavemaker is used to create long and short crested waves for either deep or shallow water. Piston type wavemakers HR Wallingford’s piston-type multi-element wavemakers are made up from a number of self contained eight-paddle modules. This enables them to be…






















{kind=link}
{kind=link}
{kind=link}
{kind=link}